Kategorie: g_entkernen_aluminium_en
Decoring cell of casting finishing line
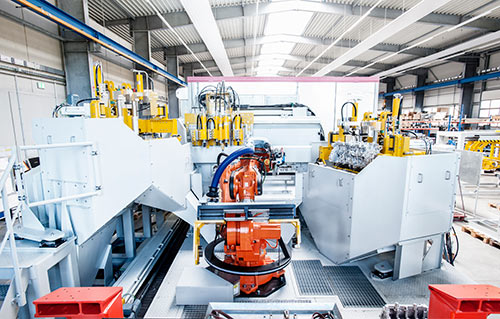
An example for the integration of different decoring machines into a fully automated finishing line is the decoring cell of a finishing line of a well-known Bavarian automobile manufacturer.
By means of a lift from the upper floor different versions of 3- and 4-cylinder double cast crankcases and 6-cylinder crankcases are transported into the decoring cell. There, in a first step, the sand cores are broken with a pre-decoring station. In the next step a robot puts the crankcases on one of the two decoring machines Shake Champion 165 PSP R. With the oscillation decoring, there they are going to be freed from the complete sand. In addition the two Shake Champion decoring machines each have two separately rotatable decoring hammers. Thus, a decoring process with alternating hammering and oscillation decoring is possible. After the decoring process the crankcases are transported out of the cell with a shuttle and are transported to the following casting finishing.
Technical data:
- Pre-decoring station: separate station with one casting holding fixture and two stationary core-breaking hammers
- Main decoring: two pieces Shake Champion SC 165 PSP R
- Saw: one stationary circular saw for removing the gatings
- Decored castings: 6-cylinder crankcases
- Degree of automation: fully automated with robot
- Loading: rotary tableUnloading: shuttle
- Sand discharge: sand guiding plates and vibrating conveyors